
チョップドカーボンファイバーとは、短くカットされたカーボンファイバーのことです。ここでは、カーボンファイバーは形状変化を起こし、カーボンファイバーフィラメントから短いフィラメントへと変化しただけで、ショートカットカーボンファイバー自体の性能は変わりません。では、なぜ良質なフィラメントを短くカットする必要があるのでしょうか?
まず、複合材料の成形工程から始めます。通常、炭素繊維フィラメントは炭素繊維布に織り込まれるか、炭素繊維プリプレグに加工され、その後、成形プロセス、RTM、真空バッグ、ホットプレス缶などのプロセス様々な炭素繊維複合製品に加工できます。もちろん、中間材料を必要とせず、炭素繊維フィラメントを直接成形する成形プロセスもあります。例えば、プルトルージョン成形、ワインディング成形などです。
炭素繊維を炭素繊維布に織り込んだり、プリプレグに加工したりして製品を作る場合、当然ながら金型との密着性が悪いという欠点があります。金型は複合材料に形状を与えるために存在するため、金型の形状によって最終的な複合材料の形状も異なります。しかし、炭素繊維布やプリプレグが金型にうまくフィットしないと、複合材料の形状が金型の形状と一致しません。さらに、一部の角では炭素繊維布がブリッジしやすく、局所的な空洞を形成し、最終的には炭素繊維複合製品の性能低下を引き起こします。
炭素繊維布またはプリプレグ内の炭素繊維フィラメントは束縛されており、動きにくい。特に圧力がかかった場合、樹脂と炭素繊維フィラメントの流動性が非常に低下し、最終的には成形の困難や性能低下を引き起こす可能性がある。
長さが短いほど流動性は良くなりますチョップドカーボンファイバー射出成形はプラスチック成形プロセスにおいて最も広く利用され、成熟した技術であることは周知の事実です。複合材料の製造に適用されれば、劇的な変化をもたらすでしょう。
しかし、ショートカットカーボン繊維の長さを短くすることはできません。ショートカットカーボン繊維の長さが短くなるほど、樹脂とカーボン繊維の結合力が弱くなるためです。樹脂とカーボン繊維の結合力は両者の接触面積に正比例するため、長さが短くなれば接触面積は確実に減少します。
ここで矛盾が生じます。それは、ショートカット繊維の性能と流動性の間に矛盾があるということです。繊維長が長いほど分散しにくく、繊維同士が絡みやすいですが、繊維と樹脂の結合力が強くなるほど、複合材料の性能は向上します。一方、繊維長が短いほど分散しやすく、流動性は良好ですが、繊維と樹脂の結合力はやや弱くなります。この矛盾をどのようにバランスさせるかは検討が必要です。通常、ショートカット炭素繊維強化プラスチックペレットは、長さが1~9mmの範囲です。
炭素繊維と樹脂の接着力を高める方法として、サイジング剤を使用する方法もあります。通常、炭素繊維の表面にサイジング剤が塗布されています。炭素繊維工場では、梱包、輸送、運転の過程で炭素繊維を糸くずから保護するために使用され、一方では炭素繊維と樹脂を結合するために使用され、結合強度を高める役割を果たします。
しかし、このサイジング剤は基本的に熱硬化性樹脂用です。ペレットの製造に使用される樹脂のほとんどは熱可塑性樹脂であるため、サイジング剤を再調整する必要があります。一つは、元のサイジング剤を焼成して新たなサイジング剤層を作る方法です。もう一つは、元のサイジング剤を焼成して新たなサイジング剤層を作る方法、もう一つは、元のサイジング剤をベースに再度サイジングを行う方法です。これを二次サイジングと呼びます。
射出成形用の顆粒の製造に加えて、チョップドカーボンファイバー炭素繊維マットや炭素繊維紙などの用途もあります。必要なチョップド炭素繊維の長さは、顆粒用のチョップド繊維の長さよりも長くなります。
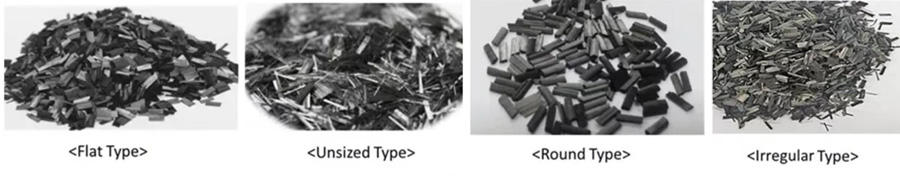
また、無作為に切り刻まれた炭素繊維に加え、束状に束ねられた短繊維もあります。この短繊維は、炭素繊維束を所定の形状に切断した後、束状に切り出された短繊維であるため、他の短繊維に比べて樹脂含有量がはるかに多くなります。
投稿日時: 2024年10月8日



