

LFT用ダイレクトロービング



LFT用ダイレクトロービング
LFT 用ダイレクトロービングは、PA、PBT、PET、PP、ABS、PPS、POM 樹脂と互換性のあるシランベースのサイズ剤でコーティングされています。
特徴
●低毛羽
●多種類の熱可塑性樹脂との相溶性に優れています
●加工性に優れている
●最終複合製品の優れた機械的特性

応用
自動車、建設、スポーツ、電気・電子アプリケーションに広く使用されています。

製品リスト
| アイテム | 線密度 | 樹脂の適合性 | 特徴 | 最終用途 |
| BHLFT-01D | 400~2400 | PP | 誠実さ | 優れた加工性と機械的性質、淡い色 |
| BHLFT-02D | 400~2400 | PA、TPU | 低毛羽 | LFT-Gプロセス用に設計された優れた加工性と機械的特性 |
| BHLFT-03D | 400~3000 | PP | 良好な分散 | LFT-Dプロセス用に特別に設計されており、自動車、建設、スポーツ、電気および電子アプリケーションで広く使用されています。 |
| 識別 | |||||
| ガラスの種類 | E | ||||
| 直接ロービング | R | ||||
| フィラメント径、μm | 400 | 600 | 1200 | 2400 | 3000 |
| 線密度、tex | 16 | 14 | 17 | 17 | 19 |
| 技術的パラメータ | |||
| 線密度(%) | 水分含有量(%) | サイズ含有量(%) | 破断強度(N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0.10 | 0.55±0.15 | ≥0.3 |
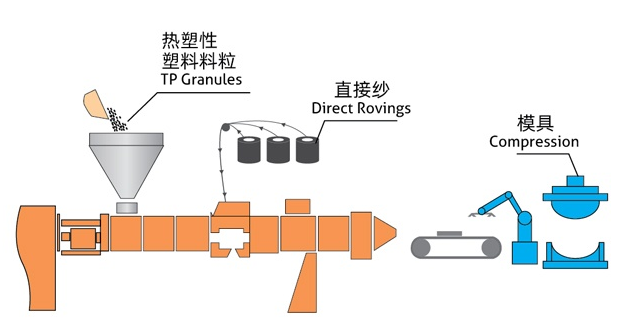
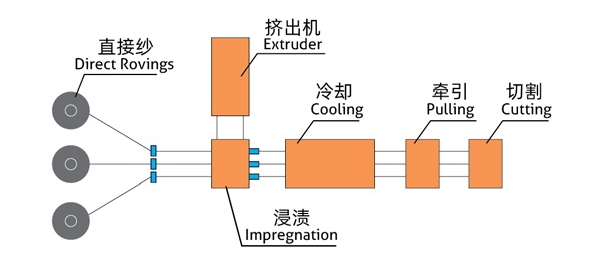
LFTプロセス
LFT-D ポリマーペレットとガラスロービングは、二軸スクリュー押出機に投入され、ポリマーが溶融されてコンパウンドが形成されます。その後、溶融コンパウンドは射出成形または圧縮成形によって直接最終部品に成形されます。
LFT-G 熱可塑性ポリマーを溶融状態まで加熱し、ダイヘッドに注入します。連続ロービングを分散ダイに通し、ガラス繊維とポリマーが完全に含浸されるようにすることで、強化ロッドを形成します。冷却後、ロッドは強化ペレットに切断されます。
ここにメッセージを書いて送信してください









